











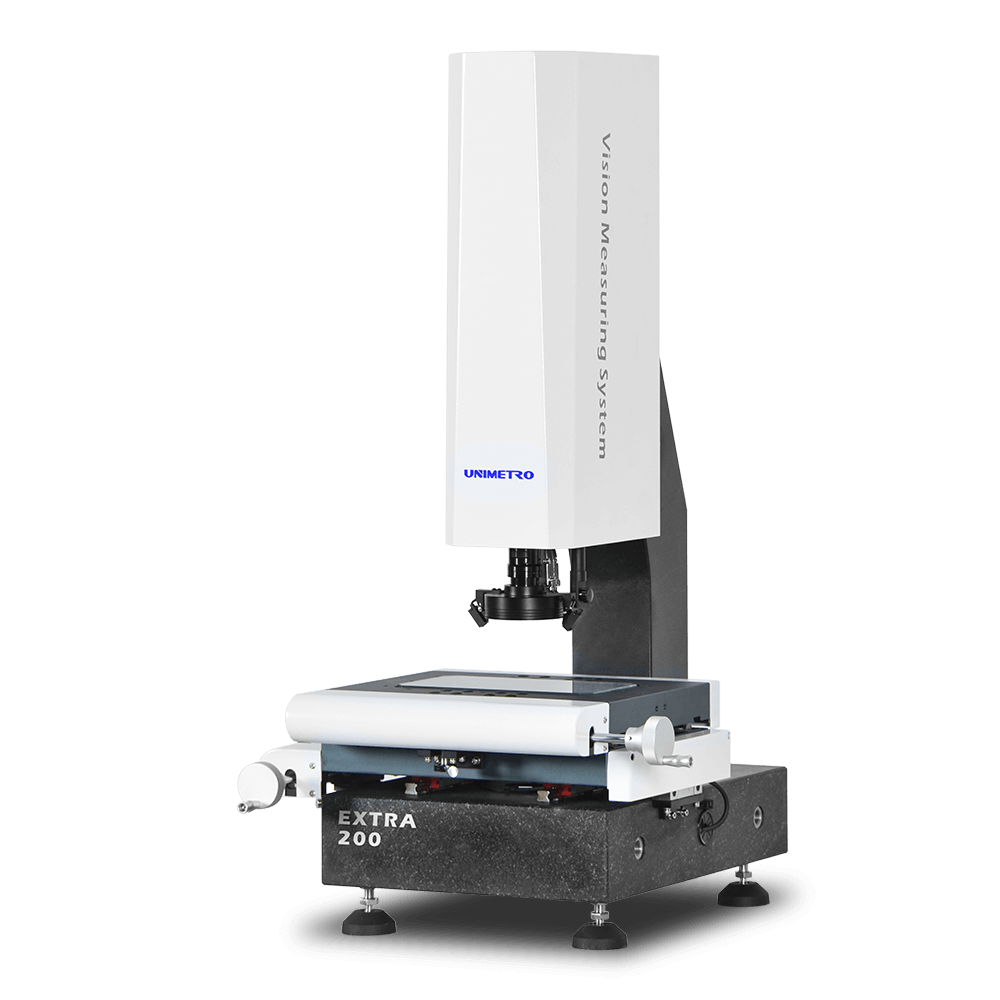
測量精度
2.5+L/200重復精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
82mm光柵尺解析度
0.1um
測量精度
2.5+L/200重復精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
82mm光柵尺解析度
0.1um

測量精度
2.5+L/200重復精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
82mm光柵尺解析度
0.1um

測量精度
2.5+L/200重復精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
82mm光柵尺解析度
0.1um
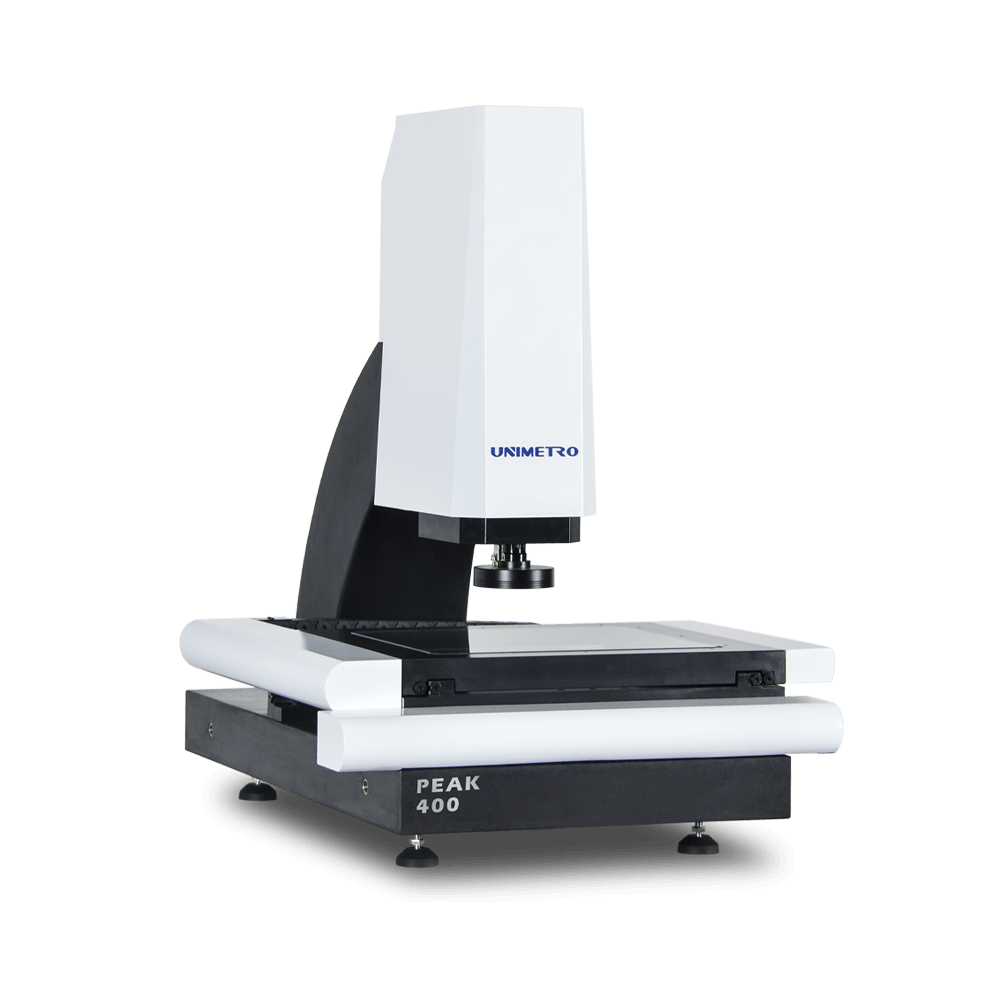
測量精度
2.5+L/200重復精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

測量精度
2.5+L/200重復精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

測量精度
2.5+L/200重復精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

測量精度
2.5+L/200重復精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

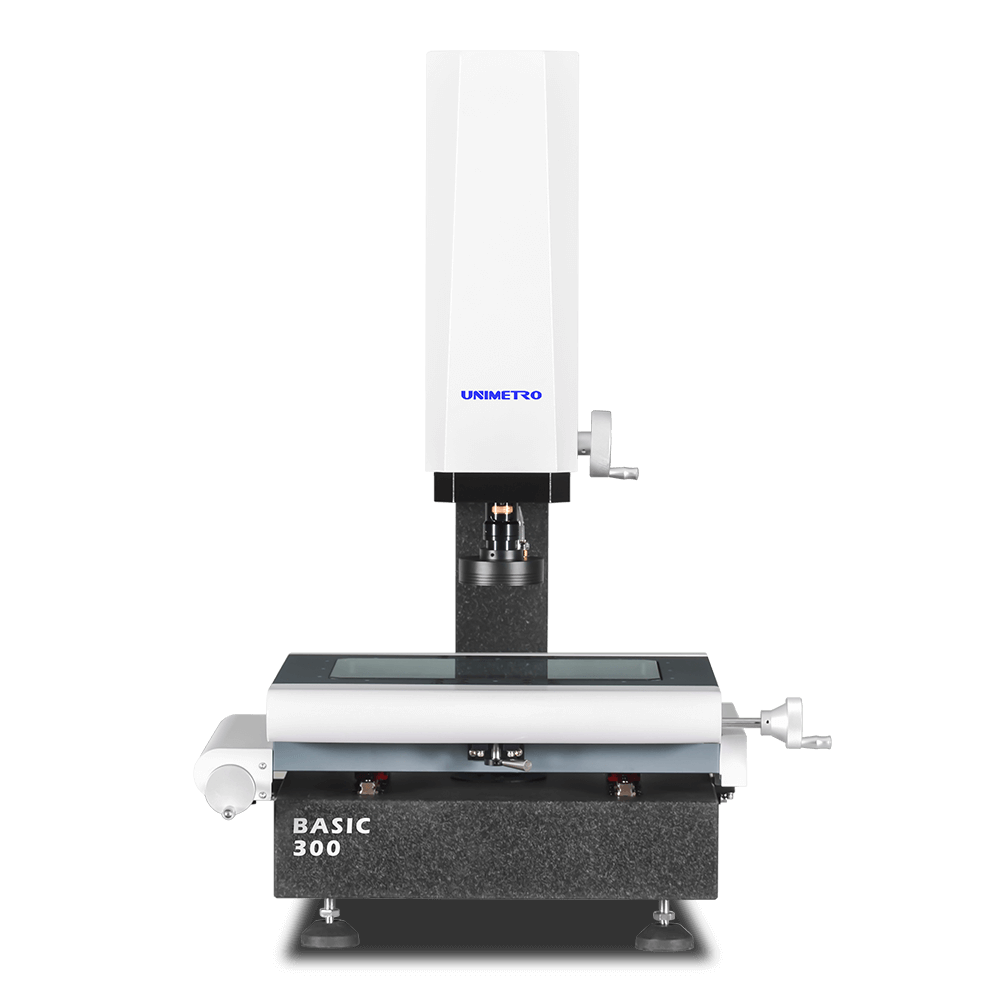
測量精度
2.5+L/100重復精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um
測量精度
2.5+L/100重復精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

測量精度
2.5+L/100重復精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

測量精度
2.5+L/100重復精度
2.5um總放大倍率
18~195X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.5um

測量精度
2.5+L/200重復精度
2.5um總放大倍率
25.2~158.4X物方視場
8.1~1.3mm工作距離
90mm光柵尺解析度
0.1um

測量精度
重復精度
總放大倍率
物方視場
工作距離
光柵尺解析度


導航×
新聞資訊
News時間:11-16 2023 來自:祥宇精密
一、儀器本身的問題
刀具測量儀作為一種高精度的測量儀器,對儀器本身的精度和穩定性要求極高。如果儀器本身存在問題,如零點漂移、刻度不準確、機械磨損等,都會導致測量誤差增大。因此,在購買刀具測量儀時,應選擇品質可靠的品牌和型號,確保儀器本身的精度和穩定性。
二、操作不當
操作不當是導致刀具測量儀測量誤差大的另一個重要原因。由于不同的人在使用刀具測量儀時可能會存在操作方法、讀數習慣等方面的差異,這會導致測量結果的不一致。因此,在使用刀具測量儀時,應嚴格按照操作規程進行,確保讀數的準確性。
三、環境因素
環境因素也是導致刀具測量儀測量誤差大的一個原因。例如,溫度、濕度、灰塵等因素都可能影響刀具測量儀的測量精度。因此,在使用刀具測量儀時,應盡量保證環境條件的穩定和適宜,如使用恒溫恒濕設備、避免灰塵干擾等。
四、測量方法的不準確
測量方法的不準確也是導致刀具測量儀測量誤差大的一個原因。在刀具測量的過程中,如果采用不正確的測量方法或者沒有考慮到工件的角度、位置等因素,都會導致測量結果的不準確。因此,在測量前,應充分了解被測工件的形狀、尺寸和特點,選擇合適的測量方法和工具。
綜上所述,導致刀具測量儀測量誤差大的原因有很多種,包括儀器本身的問題、操作不當、環境因素以及測量方法的不準確等。為了提高刀具測量儀的測量精度,我們需要在各個環節上進行控制和優化。首先,要確保儀器本身的精度和穩定性;其次,要嚴格按照操作規程進行測量;同時,要充分考慮環境因素的影響;最后,要根據被測工件的實際情況選擇合適的測量方法和工具。
在實際應用中,我們可以通過以下措施來提高刀具測量儀的測量精度:
- 定期對刀具測量儀進行校準和維護,確保儀器本身的精度和穩定性;
- 加強對操作人員的培訓和管理,提高操作水平和責任心;
- 使用恒溫恒濕設備等輔助設施,改善測量環境;
- 根據被測工件的實際情況選擇合適的測量方法和工具,確保測量的準確性;
- 建立完善的測量流程和記錄制度,保證每個環節的可追溯性;
- 及時發現和解決各種異常情況,避免對測量結果產生不良影響;
- 不斷學習和探索新的測量技術和方法,提高測量效率和精度。






400-801-9255
聯系人:張小姐
電 話:0769-8160-1125
郵 箱:dgxycmm@163.com
-
產品服務
-
解決方案
-
視頻中心
-
新聞資訊
-
關于我們
 微信咨詢詳情
微信咨詢詳情
- 400 801 9255
- 7*24小時客服電話




